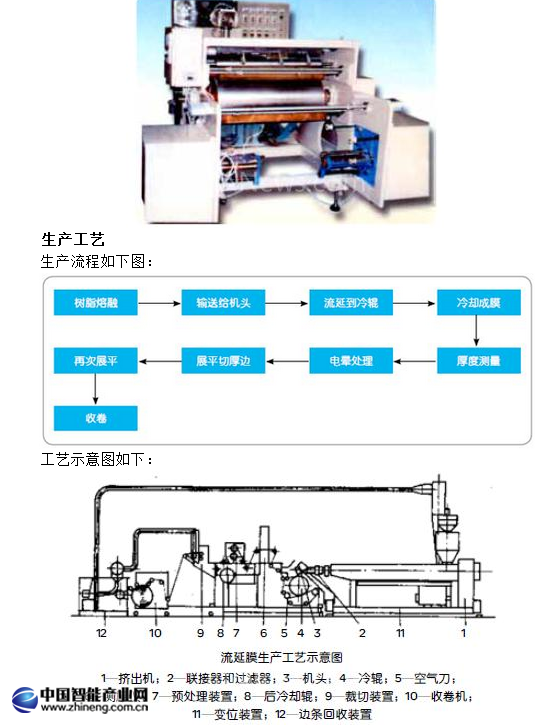
機器簡述
擠出流延平膜成型工藝可以成型低密度聚乙烯、線性低密度聚乙烯和聚丙烯膜。與吹塑薄膜相比,擠出流延平膜的生產速度、薄膜厚度均勻性、光學性能方面占有優勢,同時,由于流延膜是平擠薄膜,其后續工序,如印刷、復合等都極為方便,因而被廣泛應用于食品、醫藥用品、紡織品、鮮花、日用品的包裝。流延膜是通過熔體流延驟冷生產的一種無拉伸、非定向的平擠薄膜,有單層流延和多層共擠流延兩種方式。
控制要求
● 主機部分控制,溫度控制和速度控制,在生產過程中,物料粘度的差別和擠出量的穩定性對成型薄膜非常重要,因此溫度和速度控制是擠出機部分的控制重點,對溫度的要求波動應控制在±1℃, 轉速應該控制在1%
● 張力控制,該高速生產過程中確保張力的穩定可靠,精度控制在+/-0.5kG 范圍內
● 收卷控制,薄膜的收卷需要恒張力控制,這樣才能保證薄膜的成品
● 遠程維護,由于機器將出口到國外,為了降低系統的維護成本,對于遠程維護提出了要求
施耐德電氣控制方案
控制框圖
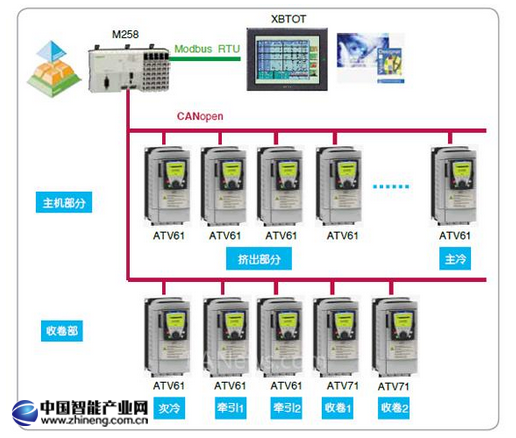
控制實現
采用M258 PLC 控制單元控制溫度,內部PID控制,精度可以達到±1℃。
張力控制,在牽引和收卷軸之間的線速度同步,收卷軸通過卷徑預測算法對速度進行調整,即可實現帶張力傳感器、無傳感器等多種形式下的張力補償算法,保證高精度的張力控制。
自動換卷,過程要保證系統的快速換卷同時的張力穩定可靠,系統在高速運行時,對于傳動系統的速度同步提出了很高的要求,在收卷換后,要保證新卷的線速度快速的與牽引保持一致,這樣才能保證換卷過程的平穩和薄膜的可靠,提高整機效率。
M258 內置Web Server、FTP Server 等不同方式實現遠程診斷與維護,在無需增加任何設備成本的情況下,通過Internet 登陸遠程PLC,可以實現對系統的整個監控,維護,程序修改下載。可以實現高笑低成本的跨國服務。
總結
針對不同的設備要求給出優化的方案,可以根據系統的工藝要求和復雜程度,我們再最后的張力收卷工藝中可以選擇多種方式,可以是速度模式,也可以是扭矩模式,張力的控制也可以是開環張力控制或閉環張力控制。
在我們遇到客戶中,很多的客戶生產多層共擠,多層共擠流延膜擠出技術是一種傳統的薄膜擠出生產工藝。該工藝最大的優勢是具有極高的加工精度,且能夠最大限度地發揮被加工材料的性能。特別是在加工高阻隔多層共擠流延膜方面,具有無可比擬的優勢。那對于這種設備的控制方案,增加是擠出機,可能有2 ~ 3 臺擠出頭。對于控制上來說,要求各臺擠出機之間擠出量一定穩定。
- 應對分時電價調整!陽光電源工商業儲能新品PowerStack 510CS打開盈利新空間
- 官宣即引爆!olayks立時攜手品牌全球代言人侯明昊開啟品牌新紀元
- 全面聚焦 AI,定義“智能化融合通信”新時代
- 阿里 Qoder 限時五折啟動,支持支付寶,性價比遠超Cursor
- 邦彥技術攜手阿里云,打造NuwaAI智能體數字人平臺
- 騰訊AI能力全面開放,智能化與國際化雙引擎驅動 助力產業提效
- 國家網安周重磅發布《政務大模型應用安全規范》,永信至誠深度參與標準編寫工作
- 智眸未來完成數千萬元A輪融資,助力智能檢測裝備自主創新與產業升級
- 寧德時代磐石底盤亮相IAA,面向全球引入高效安全造車新范式
- 中控技術的時間序列大模型TPT 2為什么被稱為“工業最強大腦”